FMEAとは?失敗を未然に防ぐためのリスク分析手法
第1章 FMEAとは?目的と基本的な考え方

◆ FMEAとは何か
FMEA(エフ・エム・イー・エー)とは Failure Mode and Effects Analysis(故障モード影響解析) の略称で、製品や工程に潜む不具合の可能性を事前に洗い出し、その影響や発生頻度、検出のしやすさを分析して、リスクを定量的に評価する手法です。
簡単に言えば、「起きてから直す」ではなく「起きる前に防ぐ」ための分析です。
この考え方は、品質トラブルの“未然防止”を目的としており、問題が発生してから原因を追うのではなく、「どんな失敗が起こりうるか」「それが発生したらどんな影響を及ぼすか」をあらかじめ想定しておくことで、トラブルを防ぐことを目指します。
◆ 起源と広がり
FMEAの起源は1960年代、アメリカの航空宇宙産業までさかのぼります。宇宙開発のように「一度の失敗が致命的になる」分野で、信頼性確保のために体系的なリスク評価が求められたのが始まりです。
その後、自動車業界を中心に製造業全体へと広がり、現在では ISO9001やIATF16949 などの品質マネジメントシステムの中でも重要な手法として位置づけられています。
◆ FMEAの基本構造と分析の流れ
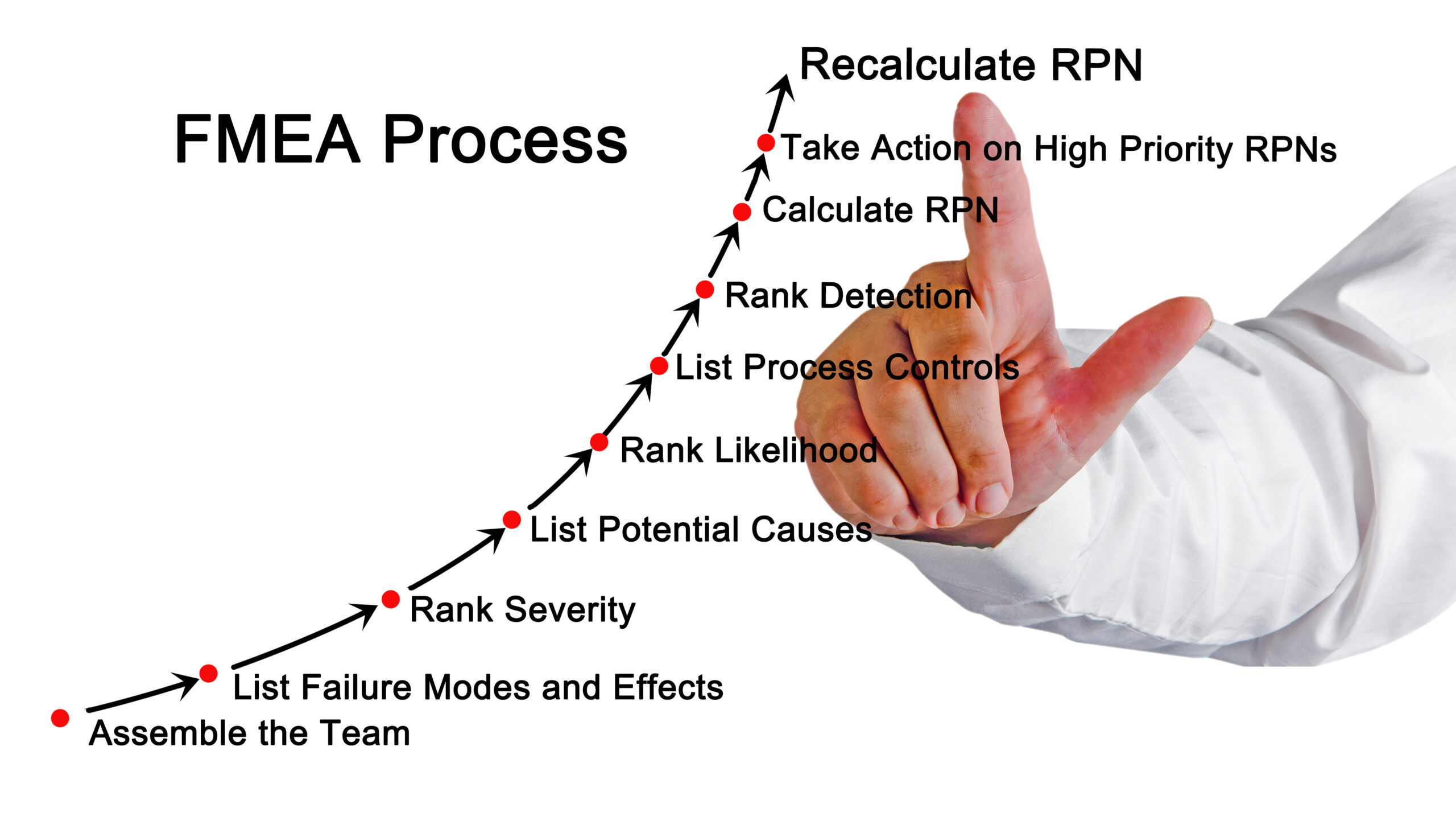
FMEAの分析は、以下の6つの要素で構成されます。
1.故障モード(Failure Mode):どんな不具合・失敗が起こり得るか
2.影響(Effect):その不具合が起きた場合、製品や顧客にどんな影響があるか
3.原因(Cause):なぜその不具合が起きるのか
4.現在の管理方法(Current Control):現状、どんな対策が行われているか
5.リスク評価(Risk Evaluation):重大度・発生頻度・検出可能性の3項目を数値化
6.対策(Action):優先順位をもとに改善策を検討・実施
リスク評価では、
・重大度(Severity):発生したときの影響の大きさ
・発生頻度(Occurrence):どのくらいの確率で起こるか
・検出可能性(Detection):発生前にどの程度検出できるか
この3つをそれぞれ1〜10のスケールで評価し、
その積(S×O×D)を「RPN(Risk Priority Number:リスク優先数)」と呼びます。
RPNが高い項目ほど優先的に対策を行うべき重要リスクと判断されます。
◆ FMEAの狙いは「リスクの見える化」
FMEAは、単に不具合をリストアップするだけの作業ではありません。
重要なのは、リスクを数値化して優先順位を明確にし、対策をチーム全体で共有することです。
個々人の経験や勘に頼るのではなく、データと議論に基づいて意思決定するための基盤になります。
また、FMEAを実施することで、チーム間のコミュニケーションも活性化します。設計、製造、品質管理といった異なる部署が共通の視点でリスクを検討することで、部門間の連携や情報共有も自然と強化されていきます。
◆ 継続的に見直すことが重要
FMEAは「一度作れば終わり」というものではありません。
製品設計の変更や工程改善、新しい設備導入など、状況が変化するたびに見直す必要があります。
更新を怠ると、現場の実態と乖離してしまい、せっかくのFMEAが形骸化してしまう恐れがあります。
定期的に見直し、現場で得られた新たな知見を反映させることで、FMEAはより現実的で効果的なツールへと成長します。継続的な更新こそが、品質の安定化と信頼性の向上につながるのです。
◆ まとめ:FMEAは「学び続ける仕組み」
FMEAは、単なる品質管理の手法ではなく、組織がリスクを可視化し、共有し、学び続けるための仕組みです。
現場の知恵を集め、問題を事前に想定し、改善を積み重ねることで、製造の信頼性は飛躍的に高まります。
この考え方が組織文化として根づけば、「失敗から学ぶ」ではなく「失敗を未然に防ぐ」企業体質を築くことができます。
次の章では、FMEAをどのように実務に落とし込むのか──実施のステップと現場での進め方を詳しく解説します。
第2章 FMEAの進め方:ステップごとの実施手順
◆ FMEAを始める前に:目的と範囲を明確にする
FMEAを効果的に進めるためには、いきなり表を埋め始めるのではなく、まず「どの工程・どの製品に対して行うのか」を明確にすることが重要です。
製品開発段階で行うのか、量産工程で実施するのかによって、分析の視点や関係者が変わります。
たとえば、設計段階なら「設計FMEA(DFMEA)」、製造工程であれば「工程FMEA(PFMEA)」を実施します。
対象範囲が曖昧なまま始めてしまうと、分析の方向性がブレたり、工数が膨大になったりするため、最初の段階で目的・範囲・ゴールを明確に共有しておくことが成功の第一歩です。
◆ ステップ1:チームを編成し、分析対象を分解する
FMEAは一人で行うものではなく、多部門のメンバーが協働するチーム活動です。
設計、製造、品質保証、保全、購買など、異なる視点を持つメンバーを集めることで、見落としを防ぎ、より現実的なリスク分析が可能になります。
チームが決まったら、まず対象となる製品や工程を構成要素ごとに分解します。
製品であれば部品単位、工程であれば作業ステップごとに細かく分けることで、「どの部分にどんなリスクが潜むか」を具体的に考えやすくなります。
◆ ステップ2:故障モードとその影響を洗い出す
次に行うのが、故障モード(Failure Mode)の洗い出しです。
「どんな不具合・故障が起こり得るか?」を一つずつ想定していきます。
例として、ねじ締め工程であれば「トルク不足」「締め忘れ」「逆ねじ締め」などが挙げられます。
それぞれの故障モードに対して、「その結果どうなるのか(影響)」を具体的に記述します。
たとえば、「トルク不足 → 振動によるゆるみ → 製品の破損や脱落」など、顧客への影響まで意識することが重要です。
◆ ステップ3:原因と現行対策を明確にする
故障モードを特定したら、その原因(Cause)を掘り下げます。
「なぜその不具合が起きるのか?」を技術的・人的要因の両面から分析します。
同時に、現時点で実施している管理方法(Current Control)も記録します。
たとえば、「作業者教育」「トルク管理チェックシート」「センサー検出」など、どのように異常を防止・検出しているかを明確にします。
このステップを丁寧に行うことで、後のリスク評価がより現実的になります。
◆ ステップ4:リスクを評価し、優先順位をつける
FMEAの核心となるのが、リスク評価です。
各故障モードについて、以下の3つを1〜10の尺度で評価します。
・重大度(S):発生した場合の影響の深刻さ
・発生頻度(O):その不具合がどのくらいの確率で起こるか
・検出可能性(D):発生前に発見できる可能性
それぞれの値を掛け合わせたものが「RPN(Risk Priority Number:リスク優先数)」です。
RPN=S × O × D
数値が高いほどリスクが大きく、早急な対策が求められます。
◆ ステップ5:対策の立案と実施、効果の確認
リスク評価をもとに、優先度の高いリスクから順に対策を立案します。
対策は、「発生を防ぐ」「検出を容易にする」「影響を軽減する」という3つの方向性から検討します。
対策を実施したら、その効果を再度評価し、RPNの値が十分に下がったかを確認します。
FMEAは“作って終わり”ではなく、改善サイクル(Plan–Do–Check–Act)を回し続けることで効果が定着します。
◆ ステップ6:記録と共有で“生きたFMEA”に
最後に、分析結果と対策内容を文書化し、関係部門と共有します。
FMEAは、設計変更・工程改善・不具合発生などのタイミングで随時更新し、常に最新の状態を維持することが重要です。
このプロセスを継続することで、FMEAは単なる帳票ではなく、「組織の知識資産」として活用できるようになります。
過去の失敗や経験を蓄積し、次の製品開発や改善活動に活かすことができるのです。
◆ まとめ:FMEAは継続的改善の出発点
FMEAの手順は一見複雑に見えますが、目的は明確です。
「リスクを見える化し、チームで優先順位をつけ、確実に対策を実行すること」。
この仕組みを根気強く続けることで、品質の安定と信頼性の向上が実現します。
次の章では、こうしたFMEAの実施によって得られる具体的なメリットと効果について詳しく解説します。
第3章 FMEAを導入するメリットと得られる効果

◆ 品質トラブルを未然に防ぐ「予防型の品質管理」
FMEAの最大のメリットは、不具合を“起きてから直す”のではなく、“起きる前に防ぐ”ことにあります。
従来の品質管理は、問題が発生してから原因を追及し、再発防止策を立てる「事後対策型」が主流でした。
しかし、この方法ではクレームや不良品がすでに顧客へ届いてしまっているケースも多く、信頼回復に時間とコストがかかります。
一方、FMEAは「潜在的なリスクを事前に見つける」ことを目的としているため、トラブルを未然に防止できる“予防型の品質管理”が可能になります。
工程や設計段階で想定される故障モードを洗い出し、発生確率が高いものから順に対策を講じることで、実際に問題が起こるリスクを大幅に減らせます。
結果として、不良率の低下や手直しコストの削減、納期遅延の防止にもつながります。
◆ 品質の「見える化」による判断のスピードアップ
FMEAでは、各リスクを「重大度」「発生頻度」「検出可能性」という3つの観点で数値化し、RPN(リスク優先数)で評価します。
これにより、どのリスクが最も深刻で、どの部分に優先的にリソースを投下すべきかが明確になります。
つまり、経験や勘に頼っていたリスク判断を、客観的なデータに基づく意思決定へと変えられるのです。
管理職や設計担当者が短時間でリスクの全体像を把握できるため、対策の検討や意思決定のスピードも向上します。
さらに、数値化されたリスク情報をグラフ化・一覧化することで、他部署との共有も容易になります。
◆ 部門間連携を強化し、情報の属人化を防ぐ
FMEAはチームで行う分析手法であるため、設計・製造・品質管理など、部門横断のコミュニケーションが活性化します。
異なる部署が共通の表やリスク評価基準を用いて議論することで、情報の断片化や思い込みを防ぎ、組織全体での品質意識を高めることができます。
また、FMEAで作成したデータは、過去の不具合や改善履歴を蓄積する「ナレッジベース(知識資産)」としても機能します。
これにより、ベテラン社員の経験が文書化され、属人化したノウハウを組織全体で共有できるようになります。
人材の入れ替わりがあっても品質管理のレベルを維持できるのは、FMEAの大きな強みです。
◆ 設計・工程の改善につながるフィードバック効果
FMEAは単にリスクを洗い出すだけでなく、製品や工程の設計改善にも役立つ“フィードバックツール”として機能します。
分析を通して、「どの部分で問題が起きやすいのか」「既存の管理方法で十分なのか」といった課題が可視化されるため、設計変更や設備改善の検討がしやすくなります。
たとえば、工程FMEAで「検出が困難な不具合」が多い場合は、検査工程の自動化やセンサー導入といった設備改善の判断材料にもなります。
このように、FMEAは単なる評価表ではなく、改善活動の出発点としての価値を持っています。
◆ 顧客・監査対応に強くなる
自動車業界や医療機器業界などでは、取引先や第三者監査でFMEAの提出を求められることが一般的です。
しっかりとしたFMEAを整備しておくことで、「品質管理体制が確立している企業」として信頼を得やすくなるという効果もあります。
さらに、ISO9001やIATF16949の審査時にもFMEAは重要な評価項目です。
普段からFMEAを運用していれば、監査対応の際に慌てることなく、改善履歴やリスク管理の根拠をスムーズに提示できます。
結果的に、顧客や監査機関に対する信頼性の証明となり、企業のブランド価値向上にもつながります。
◆ まとめ:FMEAは「品質と効率の両立」を実現する鍵
FMEAを導入することで、品質トラブルの未然防止、リスクの可視化、部門間の連携強化といった多くの効果が得られます。
特に、問題が起きる前に対策を打てるようになることで、品質の安定と生産効率の向上を同時に実現できる点が大きな魅力です。
また、FMEAを継続的に運用することで、組織全体に「リスクを意識する文化」が根づき、品質改善が自然と日常業務の一部となっていきます。
このように、FMEAは単なる分析手法ではなく、企業体質を変える仕組みそのものなのです。
次の章では、こうしたメリットの裏にある「導入時の課題」や「つまずきやすいポイント」を整理し、FMEAを継続的に機能させるための注意点を解説します。
第4章 FMEAのデメリットと導入時の注意点

◆ 完璧な手法ではない ― FMEAの限界を理解する
FMEAは多くの製造業で採用されている効果的なリスク分析手法ですが、万能ではありません。
最も注意すべき点は、FMEAの結果が「分析を行った時点での仮定」に基づいていることです。
つまり、設計変更や新しい材料の採用など、条件が変われば分析結果もすぐに古くなってしまう可能性があります。
また、FMEAの品質は、参加メンバーの知識や経験に大きく依存します。
分析チームの視点が偏っていたり、現場の実態を十分に反映できていなかったりすると、リスクを見落とす危険があります。
「FMEAを作った=安全」ではなく、「常に更新し続ける」ことが前提である点を理解することが重要です。
◆ 工数がかかりやすく、形骸化しやすい
FMEAのもう一つの課題は、工数と手間がかかることです。
リスクを一つひとつ洗い出し、影響・原因・対策を詳細に検討するため、初回の分析には多くの時間と人手を要します。
特に、初めて導入する企業では「FMEAのための会議が増えてしまった」「担当者の負担が大きい」といった声もよく聞かれます。
その結果、次第に“形式的に表を埋めるだけ”の作業になってしまい、
「作ったはいいが誰も見ない」「更新されない」という形骸化が起こりやすくなります。
この状態では、せっかくのFMEAが本来の目的である“未然防止”に機能しなくなってしまいます。
◆ 数値評価の主観性に注意する
FMEAでは、「重大度(S)」「発生頻度(O)」「検出可能性(D)」を1〜10で評価しますが、
このスコアリングはあくまで主観的な判断に基づくものであり、分析者によって結果が変わることがあります。
同じリスクでも、担当者Aは「重大度8」と評価し、担当者Bは「6」と評価することがあり得ます。
このばらつきを放置すると、RPN(リスク優先数)が正確に比較できず、対策の優先順位が曖昧になる可能性があります。
そのため、FMEAを組織的に運用する場合は、評価基準のガイドラインを統一することが重要です。
たとえば、「重大度7は顧客に影響するレベル」「検出可能性3は自動検査で100%検出可能」など、
定義を明確にしておくことで、チーム間の認識をそろえることができます。
◆ 継続的なメンテナンスが欠かせない
FMEAは一度作成して終わりではなく、常に見直しと更新が必要な“生きた資料”です。
製品設計や工程条件が変わるたびに、FMEAの内容も見直さなければ、現場の実態との乖離が生じます。
ところが、実際には「一度作ったら放置」というケースが少なくありません。
古い情報をもとに判断してしまうと、逆に誤ったリスク認識を生み出す可能性があります。
そこで有効なのが、定期的なレビューの仕組み化です。
たとえば、「工程変更のたびにFMEAを更新」「半年ごとにリスク再評価会議を実施」といったルールを設け、
継続的な見直しをチーム全体の業務フローに組み込むことが重要です。
◆ 現場を巻き込むことが成功の鍵
FMEAの失敗例として多いのが、現場を巻き込まずに机上で完結してしまうケースです。
実際の作業を行うオペレーターやラインリーダーが参加していないと、
「理論上は正しいが、実際には実行できない」ような対策が立てられてしまうことがあります。
FMEAを効果的に運用するためには、現場の知見を積極的に取り入れることが欠かせません。
現場の意見を反映することで、より現実的で実行可能な対策が生まれ、
メンバーの“自分ごと化”も進むため、改善活動が定着しやすくなります。
◆ まとめ:FMEAは「続ける覚悟」が必要な手法
FMEAのデメリットは、言い換えれば「継続的な運用を前提としている手法の難しさ」です。
確かに初期導入には時間も人もかかりますが、適切に運用すれば確実に効果を発揮します。
ポイントは、
・評価基準を明確にする
・現場を巻き込み、チームで分析する
- ・定期的に更新・見直す仕組みを作る
この3点を守ることです。
FMEAは単なる帳票ではなく、「組織がリスクを可視化し、改善し続ける力を育てる仕組み」です。
続ける覚悟を持って運用すれば、長期的に見て品質と信頼性を支える強力な武器となります。
次の章では、こうした課題を克服しながら実際に成果を上げた製造現場でのFMEA活用事例と成功のポイントを紹介します。
第5章 製造現場でのFMEA活用事例と成功のポイント

◆ 現場で“生きたFMEA”を運用する意義
FMEAは、理論的には理解していても、実際に現場へ定着させるのは容易ではありません。
多くの企業では、「最初に作って終わり」「形だけの運用になってしまった」という課題を抱えています。
しかし、FMEAが現場で効果的に活用されると、品質だけでなく現場の考え方や組織文化そのものを変える力を持っています。
ここでは、実際の製造現場でFMEAをうまく取り入れた事例と、その成功要因を見ていきましょう。
◆ 事例1:自動車部品メーカー ― 不良率70%削減を実現
ある自動車部品メーカーでは、量産ラインで締結不良が頻発し、年間数百万円規模の再加工コストが発生していました。
原因は、トルク管理のばらつきと、作業者による締め忘れ。
これらの問題に対し、工程FMEA(PFMEA)を導入しました。
まずチームを構成し、各作業ステップで起こりうる故障モードを洗い出しました。
「トルク不足」「締め忘れ」「逆締め」など、それぞれの発生要因・検出方法・影響度を数値化し、RPNの高いものから対策を実施。
その結果、手動トルクレンチから自動締付機への切り替え、センサーによるトルク検知システムの導入を行いました。
半年後、トルク関連の不良は大幅に減少し、不良率が約70%削減。
作業者の教育負担も軽減し、FMEAをきっかけに工程全体の見直しが進んだ好例です。
◆ 事例2:精密機器メーカー ― 設計段階でのリスク低減
別の精密機器メーカーでは、出荷後のクレーム対応に追われる状態が続いていました。
原因の多くは設計段階でのリスク見落としにあり、「後から設計変更」が頻発していたのです。
そこで、開発初期から設計FMEA(DFMEA)を取り入れました。
設計者・品質保証・製造技術の三部門が協働し、図面段階で「故障モード」「影響」「原因」を評価。
RPN上位のリスクに対して、設計強度の見直しや部品選定の変更を実施しました。
結果として、製品立ち上げ後の設計変更件数は前年の半分に減少。
また、設計段階から品質保証部門が関与することで、“つくりやすい設計”の意識が組織全体に浸透しました。
◆ 成功のポイント1:現場を巻き込んだチーム運営
FMEA成功の第一条件は、「現場を巻き込む」ことです。
机上で分析を完結させず、実際に作業を行うオペレーターや検査員の声を取り入れることで、現実的なリスクが見えてきます。
現場の視点を反映したFMEAは実効性が高く、対策の定着にもつながります。
また、チームメンバーの多様性も重要です。
設計・製造・品質管理・購買など、異なる立場の人が議論することで、見落としを防ぎ、より包括的なリスク分析が可能になります。
◆ 成功のポイント2:小さく始めて改善サイクルを回す
初めから全工程を対象にFMEAを導入しようとすると、膨大な工数に圧倒されて挫折してしまうことがあります。
成功している企業の多くは、まず一つのラインや製品に限定して試行的に導入し、成果を見ながら徐々に範囲を広げています。
最初に「成功体験」を作ることで、社内に理解と協力が広がり、次の展開がスムーズになります。
小さく始めてPDCAを回すことが、長期的に見て最も効果的な導入法です。
◆ 成功のポイント3:データを活用して「見えるFMEA」にする
最近では、FMEAの記録や更新をExcelではなくデジタルツールで管理する企業も増えています。
クラウドシステムを活用すれば、リスク評価や対策履歴をリアルタイムに共有でき、更新忘れを防止できます。
また、RPNの変化をグラフ化して可視化することで、改善効果をチーム全体で実感できるようになります。
こうした「見える化」によって、FMEAが“書類”から“経営判断に役立つ情報資産”へと進化します。
◆ まとめ:FMEAを“文化”として根づかせる
FMEAの真の価値は、単なる分析結果ではなく、組織全体がリスクを共有し、考える文化を育てることにあります。
現場が自らリスクを発見し、対策を提案できるようになると、品質改善がトップダウンではなくボトムアップで進むようになります。
導入初期は手間がかかるものの、継続して活用すれば、
「ミスを未然に防ぐ」「改善を仕組み化する」「人が育つ」――この三拍子が揃った強い現場が育ちます。
FMEAは“書くこと”が目的ではなく、“行動につなげること”が本質です。
現場と組織が一体となってFMEAを運用し続けることこそ、失敗を未然に防ぐ最も確実な方法なのです。