焼き付きとは?摩擦で起こるトラブルと防止対策
1. 焼き付きとは?摩擦によって部品同士が固着する現象
焼き付きの基本的な意味
焼き付きとは、金属部品などが互いに接触しながら動く際に、摩擦によって発熱し、接触面が損傷したり、部品同士が固着したりする現象のことです。製造業の現場では、軸受、シャフト、ギア、摺動部品、金型、ボルト、ねじ、ピン、ブッシュなど、部品同士がこすれ合う箇所で発生することがあります。特に、高荷重・高速回転・高温環境・潤滑不足といった条件が重なると、摩擦熱が逃げにくくなり、焼き付きのリスクが高まります。
焼き付きが起こる仕組み
機械部品の表面は、一見すると滑らかに見えても、拡大すると細かな凹凸があります。部品同士が接触すると、この凹凸の高い部分がこすれ合い、摩擦が発生します。通常は潤滑油やグリースなどが接触面の間に入り、金属同士が直接触れないようにしています。しかし、潤滑剤が不足していたり、油膜が切れていたり、荷重が大きすぎたりすると、金属同士が直接接触しやすくなります。その結果、接触面の温度が急激に上昇し、表面が溶着するような状態になって、部品が動かなくなることがあります。これが焼き付きです。
摩耗・かじりとの違い
焼き付きは、単なる摩耗とは異なります。摩耗は、摩擦によって部品表面が少しずつ削られていく現象です。一方、焼き付きは、摩擦熱や局所的な圧力によって接触面が急激に損傷し、場合によっては部品同士が強く固着してしまう点が特徴です。また、「かじり」と呼ばれる現象とも近い関係があります。かじりは、金属同士がこすれ合うことで表面がむしり取られたり、引っかき傷のような損傷が生じたりする現象です。焼き付きは、かじりが進行した結果として起こる場合もあり、どちらも潤滑不良や材料の組み合わせ、表面状態が大きく関係します。
製造現場で焼き付きが問題になる理由
製造現場で焼き付きが問題になる理由は、発生すると設備や部品に大きなダメージを与えるためです。たとえば、回転軸や軸受で焼き付きが起こると、異音や振動、発熱が発生し、最終的には機械が停止するおそれがあります。金型や摺動部で焼き付きが発生すれば、製品に傷がついたり、寸法精度が安定しなくなったりする可能性があります。さらに、焼き付きによって部品が破損すると、交換作業や修理が必要になり、生産ラインの停止、納期遅延、メンテナンスコストの増加につながります。
焼き付きの兆候を把握することが重要
焼き付きは、突然発生するトラブルのように見えることもありますが、多くの場合、その前段階として異常な発熱、異音、振動、潤滑油の変色、部品表面の変色や傷などの兆候があります。そのため、焼き付きとは何かを正しく理解し、どのような条件で起こりやすいのかを把握しておくことが重要です。焼き付きは、潤滑管理、材料選定、表面処理、設計条件、使用環境、点検体制などが複合的に関係する現象です。原因を一つに決めつけるのではなく、摩擦が増えている要因、熱が発生・蓄積している要因、油膜が維持できていない要因を総合的に確認することが、再発防止の第一歩になります。
2. 焼き付きが発生する主な原因

潤滑不足・潤滑油の劣化
焼き付きが発生する原因として、まず挙げられるのが潤滑不足です。機械部品の摺動部や回転部では、潤滑油やグリースが金属同士の直接接触を防ぎ、摩擦や発熱を抑える役割を果たしています。しかし、給油量が不足していたり、潤滑油が劣化していたりすると、接触面に十分な油膜を形成できなくなります。その結果、金属同士が直接こすれ合い、摩擦熱が急激に発生して焼き付きにつながります。
また、潤滑油は使用時間の経過とともに酸化したり、粘度が変化したり、異物や摩耗粉が混入したりします。劣化した潤滑油を使い続けると、本来の潤滑性能が低下し、油膜切れを起こしやすくなります。特に、高温環境や高負荷条件で使用される設備では、潤滑油の劣化が早く進むため、定期的な点検や交換が重要です。
過大な荷重や高速運転
焼き付きは、部品にかかる荷重が大きすぎる場合にも発生しやすくなります。設計時に想定された荷重を超えて使用すると、接触面に大きな圧力がかかり、潤滑油の油膜が押しつぶされやすくなります。油膜が維持できなくなると、金属表面の微細な凹凸同士が直接接触し、摩擦と発熱が増加します。
高速運転も焼き付きの原因になります。回転速度や摺動速度が高くなるほど、接触面で発生する摩擦熱は増えやすくなります。放熱が追いつかない状態が続くと、部品表面の温度が上昇し、材料の強度低下や表面損傷を招きます。特に、急な速度変更や過負荷運転を繰り返す設備では、潤滑状態が不安定になりやすく、焼き付きのリスクが高まります。
高温環境や異物混入
設備の周囲温度が高い場合や、加工時に発生する熱が部品に伝わりやすい場合も、焼き付きが起こりやすくなります。温度が上昇すると、潤滑油の粘度が低下し、油膜が薄くなることがあります。油膜が薄くなると、金属同士の直接接触を防ぎにくくなり、摩擦熱によってさらに温度が上がるという悪循環に陥ります。
また、潤滑部や摺動部に異物が混入することも大きな原因です。切粉、粉じん、摩耗粉、砂粒などが接触面に入り込むと、部品表面を傷つけたり、潤滑油の流れを妨げたりします。小さな異物であっても、高荷重の摺動部では表面損傷のきっかけになります。傷が増えると摩擦抵抗が大きくなり、発熱やかじりが進行して、最終的に焼き付きにつながる可能性があります。
材料の相性・表面粗さ・クリアランス不良
焼き付きは、使用する材料の組み合わせによっても発生しやすさが変わります。たとえば、同じような金属同士を組み合わせると、摩擦時に表面が凝着しやすくなる場合があります。部品同士がこすれ合う箇所では、硬さ、熱伝導性、摩擦係数、耐摩耗性などを考慮して材料を選定することが重要です。材料の相性が悪いまま使用すると、潤滑していても焼き付きが起こることがあります。
表面粗さも重要な要因です。部品表面が粗すぎると、凹凸が引っかかりやすくなり、摩擦や発熱が増えます。一方で、表面が滑らかすぎる場合でも、潤滑油を保持しにくくなり、油膜が不安定になることがあります。そのため、使用条件に合った適切な面粗度に仕上げる必要があります。
さらに、部品同士のクリアランスが適正でない場合も焼き付きの原因になります。すき間が狭すぎると、潤滑油が十分に行き渡らず、発熱や接触が起こりやすくなります。反対に、すき間が広すぎると振動や偏荷重が発生し、局所的に強い接触が起こることがあります。焼き付きは一つの原因だけで発生するとは限らず、潤滑、荷重、速度、温度、材料、表面状態、組付け精度などが複合的に関係して起こります。そのため、原因を調べる際は、現場の使用条件を総合的に確認することが重要です。
3. 焼き付きによって起こるトラブル・デメリット

部品の損傷や交換コストの増加
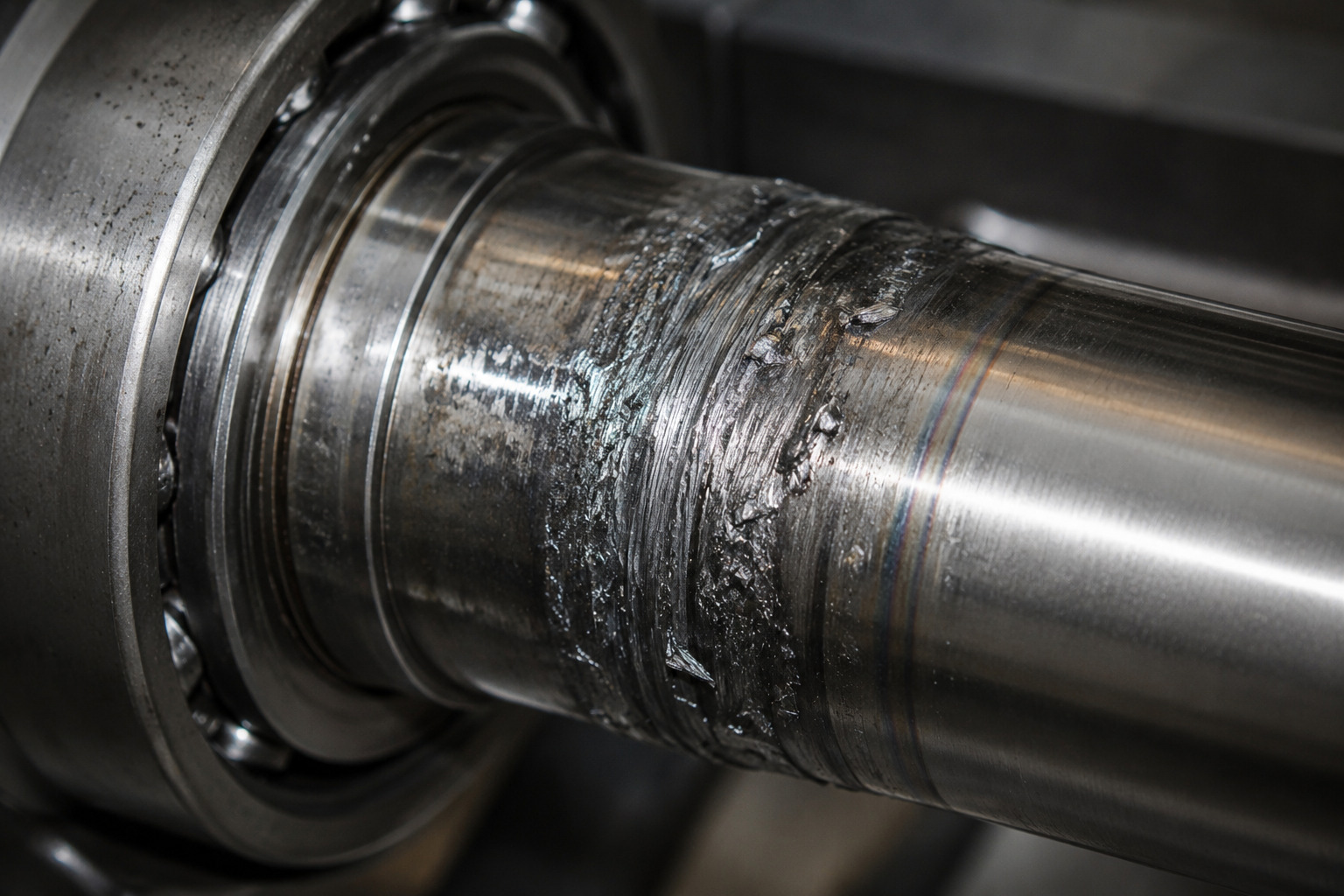
焼き付きが発生すると、まず大きな問題になるのが部品そのものの損傷です。焼き付きは、摩擦熱や局所的な圧力によって接触面が傷ついたり、金属表面がむしり取られたり、部品同士が固着したりする現象です。そのため、一度発生すると、部品表面に深い傷や変色、変形が残ることがあります。軽度であれば研磨や洗浄で再使用できる場合もありますが、損傷が進んでいる場合は、部品交換が必要になります。
たとえば、軸受やシャフト、ブッシュ、ギア、摺動部品などで焼き付きが起こると、表面の精度が失われ、正常な回転や摺動ができなくなります。部品同士の当たりが悪くなることで、摩擦がさらに増え、短期間で再び損傷するおそれもあります。また、焼き付きによって一つの部品が破損すると、周辺部品にも負荷がかかり、二次的な故障につながることがあります。
部品交換には、部品代だけでなく、分解・組立作業、調整、試運転などの工数も発生します。特殊部品や受注生産品の場合は、納期が長くなり、設備の復旧までに時間がかかることもあります。その結果、焼き付きは単なる部品不良ではなく、保全費や修理費を押し上げる大きな要因になります。
設備停止による生産ロス
焼き付きのデメリットとして特に大きいのが、設備停止による生産ロスです。焼き付きが発生した部品は、摩擦抵抗が急激に増えたり、部品同士が固着したりするため、設備をそのまま動かし続けることが難しくなります。無理に運転を継続すると、モーターや駆動部に過大な負荷がかかり、より大きな故障につながる可能性があります。そのため、多くの場合、設備を停止して点検や修理を行う必要があります。
生産ラインの中で一つの設備が停止すると、その前後の工程にも影響が広がります。たとえば、加工機、搬送装置、成形機、プレス機、包装機などの一部が止まるだけでも、材料の供給や製品の流れが滞り、ライン全体の稼働率が低下します。特に、連続生産を行っている現場では、短時間の停止でも生産計画に大きな影響を与えることがあります。
また、停止中には作業者の待機時間や段取り替え、代替設備への切り替えなども発生します。復旧後も、すぐに通常の生産状態へ戻せるとは限りません。試運転や品質確認、再調整が必要になるため、実際のロスは設備が止まっていた時間以上に大きくなる場合があります。焼き付きは突発的に発生することが多いため、計画的な保全作業とは異なり、現場の作業負荷を一気に高める点も大きなデメリットです。
製品品質の低下
焼き付きは、設備や部品だけでなく、製品品質にも悪影響を与えます。摺動部や回転部で焼き付きが発生すると、機械の動きが不安定になり、加工精度や搬送精度が低下することがあります。その結果、寸法不良、表面傷、バリ、成形不良、位置ずれなどの品質トラブルにつながる可能性があります。
たとえば、金型や治具の摺動部で焼き付きが起こると、部品の動きがスムーズでなくなり、製品に傷や打痕が発生することがあります。加工機の送り機構や軸受で焼き付きが発生した場合は、工具やワークの位置が安定せず、寸法精度にばらつきが出ることがあります。また、焼き付きによって発生した摩耗粉や金属片が製品や設備内部に混入すると、外観不良や異物不良の原因にもなります。
品質不良が発生すると、不良品の廃棄、手直し、再検査、原因調査などの追加作業が必要になります。出荷後に不具合が見つかった場合は、クレーム対応や返品、信用低下につながることもあります。焼き付きは設備保全の問題として見られがちですが、実際には品質保証や生産管理にも関わる重要なトラブルです。
異音・振動・発熱などの異常発生
焼き付きが起こる前後には、異音、振動、発熱といった異常が発生することがあります。これらは、接触面の摩擦が増えているサインです。たとえば、軸受やシャフトで焼き付きが進行している場合、通常とは異なるこすれ音やきしみ音が発生することがあります。また、部品表面が損傷して回転バランスが崩れると、振動が大きくなることもあります。
発熱も重要な兆候です。潤滑不足や過負荷によって摩擦が増えると、部品表面の温度が上がります。温度上昇が続くと、潤滑油の粘度が低下して油膜がさらに弱くなり、摩擦が一層増えるという悪循環が生じます。この状態を放置すると、部品表面の変色、焼け跡、固着、破損へと進行する可能性があります。
異音や振動、発熱は、焼き付きがすでに発生している場合だけでなく、発生直前の兆候として現れることもあります。そのため、現場でこれらの異常を見つけた場合は、単なる一時的な不調と判断せず、潤滑状態、荷重条件、部品の摩耗状態、異物混入の有無などを確認することが重要です。早い段階で異常を発見できれば、部品交換や設備停止を最小限に抑えられる可能性があります。
重大な設備故障につながるリスク
焼き付きは、初期段階では小さな摩擦トラブルに見えることがあります。しかし、放置すると重大な設備故障につながるリスクがあります。部品同士が固着した状態で機械が動こうとすると、駆動系に大きな負荷がかかります。その結果、モーターの過負荷、ベルトやチェーンの破損、ギアの欠け、軸の曲がり、カップリングの破損など、周辺部品まで損傷が広がる可能性があります。
特に、高速回転する設備や大きな荷重がかかる設備では、焼き付きが急激に進行することがあります。異常に気づいた時点ではすでに部品が固着しており、設備全体の分解修理が必要になるケースもあります。また、焼き付きによる急停止や破損は、安全面のリスクにもつながります。作業者が近くで作業している場合、破損部品の飛散や予期しない設備停止によって危険が生じるおそれがあります。
このように、焼き付きのデメリットは、部品交換や修理費だけにとどまりません。生産停止、品質不良、納期遅延、保全工数の増加、安全リスクなど、製造現場全体に影響を及ぼします。だからこそ、焼き付きは発生してから対処するのではなく、兆候を早期に見つけ、原因を分析し、予防的に対策することが重要です。
4. 焼き付き対策を行うメリット

部品寿命の延長
焼き付き対策を行う大きなメリットは、部品寿命を延ばせることです。焼き付きは、摩擦や発熱によって接触面が急激に損傷する現象であり、一度発生すると部品表面に深い傷や変形、変色、固着が残ることがあります。軸受、シャフト、ブッシュ、ギア、摺動部品、金型などは、わずかな表面損傷でも動作精度や耐久性に影響が出やすいため、焼き付きの発生を防ぐことは部品の長期使用に直結します。
適切な潤滑管理を行い、金属同士の直接接触を防ぐことができれば、摩擦や摩耗の進行を抑えられます。また、使用条件に合った材料を選定したり、表面処理を施したりすることで、接触面の耐摩耗性や耐焼き付き性を高めることもできます。部品が安定した状態で使用できれば、交換頻度を減らすことができ、予備部品の管理や交換作業の負担も軽減されます。
特に、連続稼働する設備や高負荷で使用される設備では、部品の寿命が生産性に大きく関わります。焼き付き対策によって部品の劣化を抑えることは、単に部品を長持ちさせるだけでなく、設備全体の信頼性を高めるうえでも重要です。
メンテナンスコストの削減
焼き付き対策は、メンテナンスコストの削減にもつながります。焼き付きが発生すると、部品交換、分解修理、再組立、調整、試運転など、多くの作業が必要になります。損傷が大きい場合は、焼き付いた部品だけでなく、周辺部品まで交換しなければならないこともあります。さらに、特殊部品や精密部品の場合は、部品代が高額になったり、納期が長くなったりする可能性があります。
一方で、焼き付きが起こりにくい状態を維持できれば、突発的な修理対応を減らすことができます。たとえば、潤滑油の定期交換、給油量の管理、異物混入の防止、部品表面の点検などを行うことで、焼き付きの兆候を早期に発見しやすくなります。異常が軽微な段階で対応できれば、大がかりな修理や長時間の停止を避けられる可能性があります。
また、焼き付き対策を標準化することで、保全作業の属人化を防ぐこともできます。点検項目や交換基準、潤滑剤の種類、給油頻度などを明確にしておけば、担当者によるばらつきを抑えられます。その結果、不要な部品交換や過剰なメンテナンスを減らし、計画的で効率的な保全活動につなげることができます。
生産ラインの安定稼働
焼き付き対策を行うことは、生産ラインの安定稼働にも大きな効果があります。焼き付きが発生すると、設備の動作不良や停止につながり、前後工程にも影響が広がります。特に、連続生産ラインでは、一つの設備が停止するだけで、材料供給、加工、搬送、検査、梱包といった工程全体の流れが止まってしまうことがあります。
焼き付き対策によって突発停止のリスクを下げることができれば、生産計画を安定して進めやすくなります。設備が予定どおりに稼働することで、作業者の待機時間や段取り変更、代替設備への切り替えといったムダも減らせます。また、突発トラブルへの対応に追われる時間が減るため、保全担当者や製造担当者が本来の改善活動に取り組みやすくなります。
生産ラインの安定稼働は、納期遵守にも関係します。焼き付きによる設備停止が頻発すると、生産遅れが発生し、納品スケジュールに影響が出る可能性があります。反対に、焼き付き対策を継続して行うことで、設備の稼働率を維持し、安定した生産体制を築くことができます。これは、製造現場の生産性向上だけでなく、取引先からの信頼維持にもつながります。
品質不良や納期遅延リスクの低減
焼き付き対策は、品質不良や納期遅延のリスク低減にも有効です。焼き付きが起こると、設備の動きが不安定になり、加工精度や搬送精度が低下することがあります。その結果、寸法不良、表面傷、位置ずれ、成形不良、異物混入などの品質トラブルが発生する可能性があります。特に、金型や治具、送り機構、回転軸などに焼き付きが発生すると、製品品質に直接影響する場合があります。
焼き付き対策を行い、摺動部や回転部が安定して動作する状態を保てれば、製品のばらつきを抑えやすくなります。潤滑状態が適切で、部品表面の損傷が少ない状態であれば、設備本来の精度を維持しやすくなります。また、摩耗粉や金属片の発生を抑えることで、異物不良や外観不良の予防にもつながります。
品質不良が発生すると、不良品の廃棄、手直し、再検査、原因調査など、多くの追加作業が発生します。さらに、出荷後に不具合が見つかれば、クレーム対応や返品、再納品が必要になることもあります。焼き付き対策は、こうした品質トラブルを未然に防ぐための重要な取り組みです。
また、品質不良や設備停止が重なると、納期遅延につながるリスクも高まります。納期遅延は、顧客との信頼関係に影響するだけでなく、追加生産や特急対応などの負担を増やす原因になります。焼き付き対策によって設備と品質を安定させることは、納期を守るためにも重要です。
現場全体の予防保全につながる
焼き付き対策を行うメリットは、個別の部品や設備を守ることだけではありません。焼き付きの原因を確認する過程では、潤滑状態、荷重条件、温度、材料、表面状態、組付け精度、異物混入、点検方法など、設備管理に関わるさまざまな要素を見直すことになります。そのため、焼き付き対策は現場全体の予防保全を強化するきっかけにもなります。
たとえば、焼き付きが発生しやすい箇所を洗い出し、点検周期や給油基準を明確にすることで、同じようなトラブルを未然に防ぎやすくなります。また、異音、振動、発熱、潤滑油の変色、部品表面の傷などを点検項目に加えることで、異常の早期発見にもつながります。
焼き付きは、発生してから対応すると大きな損失につながりやすいトラブルです。しかし、日常点検や定期保全の中で兆候を把握し、早めに対策できれば、損傷を最小限に抑えられます。焼き付き対策を継続的に行うことは、部品寿命の延長、修理費の削減、稼働率の向上、品質安定、安全性の確保など、製造現場に多くのメリットをもたらします。
5. 焼き付きを防止するための具体的な対策方法

適切な潤滑剤・潤滑油を選定する
焼き付きを防止するうえで、まず重要になるのが潤滑剤や潤滑油の選定です。摺動部や回転部では、潤滑剤が接触面の間に入り、金属同士の直接接触を防ぐ役割を果たします。使用条件に合っていない潤滑剤を使っていると、十分な油膜を形成できず、摩擦や発熱が増えて焼き付きにつながる可能性があります。
潤滑剤を選ぶ際は、荷重、速度、温度、使用環境、部品の材質などを確認することが大切です。高荷重の箇所では、油膜が切れにくいものや極圧性に優れた潤滑剤が求められます。高速回転する部品では、粘度が高すぎると抵抗が増え、発熱の原因になることがあります。一方で、粘度が低すぎると油膜を維持しにくくなります。そのため、設備の仕様やメーカー推奨条件を確認しながら、適切な種類と粘度の潤滑油を選定する必要があります。
また、高温環境、水分や粉じんが多い環境、切削液がかかる環境などでは、潤滑剤の劣化や流出が起こりやすくなります。こうした環境では、耐熱性、耐水性、耐荷重性、防錆性なども考慮する必要があります。潤滑剤は単に「油を差せばよい」というものではなく、使用条件に合ったものを選ぶことが、焼き付き防止の基本になります。
給油量・給油タイミングを管理する
適切な潤滑剤を選んでいても、給油量や給油タイミングが適切でなければ、焼き付きは発生します。給油量が不足すると、接触面に十分な油膜が形成されず、金属同士が直接接触しやすくなります。特に、長時間稼働する設備や高負荷で使用される部品では、潤滑剤が消耗したり、熱によって劣化したりするため、定期的な補給が欠かせません。
一方で、潤滑剤を入れすぎればよいというわけでもありません。過剰な給油は、撹拌抵抗の増加や温度上昇、潤滑剤の漏れ、周辺部品への付着、異物の付着などを招くことがあります。その結果、かえって設備トラブルや品質不良につながる場合があります。重要なのは、必要な箇所に、必要な量を、適切なタイミングで供給することです。
給油管理を徹底するためには、給油箇所、使用する潤滑剤、給油量、給油周期、点検方法を明確にしておくことが有効です。担当者の経験や勘に頼るだけでは、給油漏れや過剰給油が起こりやすくなります。点検表や保全基準を整備し、誰が作業しても同じ管理ができる状態にすることで、潤滑不良による焼き付きリスクを低減できます。
摩擦を抑える材料や表面処理を採用する
焼き付き防止には、材料選定や表面処理も重要です。部品同士の材料の組み合わせが適切でない場合、潤滑していても接触面で凝着やかじりが発生しやすくなります。特に、同じような金属同士を組み合わせる場合や、硬さ・熱伝導性・耐摩耗性のバランスが悪い場合は、焼き付きのリスクが高まります。
摺動部や回転部では、摩擦係数が低く、耐摩耗性に優れた材料を選定することが効果的です。たとえば、相手材との相性を考慮して、ブッシュやライナーに異なる材質を使ったり、自己潤滑性のある材料を採用したりする方法があります。また、使用条件によっては、表面硬化処理、窒化処理、めっき、コーティングなどの表面処理を行うことで、接触面の耐久性を高めることができます。
表面処理は、摩擦や摩耗を抑えるだけでなく、耐熱性や耐食性を向上させる目的でも使われます。ただし、表面処理を行えば必ず焼き付きが防げるわけではありません。処理層の硬さ、厚み、密着性、相手材との相性、潤滑条件などを総合的に確認する必要があります。材料と表面処理は、潤滑管理と組み合わせて検討することで、より効果的な焼き付き対策になります。
面粗度・クリアランスを適正化する
部品の面粗度やクリアランスの管理も、焼き付き防止に欠かせません。部品表面が粗すぎると、接触時に凹凸が引っかかりやすくなり、摩擦や発熱が増加します。表面の突起部分が削れたり、むしり取られたりすることで、かじりや焼き付きが進行することがあります。一方で、表面が滑らかすぎる場合でも、潤滑油を保持しにくくなり、油膜が不安定になることがあります。
そのため、摺動部や回転部では、使用条件に応じた適切な面粗度に仕上げることが重要です。加工精度を高めるだけでなく、潤滑剤が保持されやすい表面状態にすることも考慮する必要があります。現場で焼き付きが繰り返し発生している場合は、単に潤滑油を変更するだけでなく、部品表面の仕上げ状態や摩耗状態を確認することが有効です。
また、部品同士のクリアランスが適正でない場合も、焼き付きの原因になります。すき間が狭すぎると、潤滑剤が十分に行き渡らず、熱膨張によって接触が強くなることがあります。反対に、すき間が広すぎると、振動や偏荷重が発生し、局所的な接触が起こりやすくなります。組付け時には、設計値どおりのクリアランスが確保されているか、熱膨張や使用中の変形も考慮されているかを確認することが重要です。
定期点検と予防保全を実施する
焼き付きを防止するためには、日常点検や定期点検によって異常を早期に発見することも重要です。焼き付きは突然発生するように見えることがありますが、多くの場合、事前に何らかの兆候が現れます。たとえば、異音、振動、発熱、潤滑油の変色、焦げたような臭い、部品表面の変色、摩耗粉の増加などは、焼き付きにつながる可能性のあるサインです。
これらの兆候を見逃さないためには、点検項目を明確にしておく必要があります。温度測定、振動確認、異音確認、潤滑油の状態確認、給油量の確認、部品表面の目視点検などを定期的に行うことで、異常の早期発見につながります。特に、過去に焼き付きが発生した箇所や、高荷重・高速・高温で使用される箇所は、重点的に管理することが大切です。
予防保全の考え方を取り入れることも有効です。焼き付きが発生してから修理するのではなく、部品の摩耗状態や潤滑状態を確認し、異常が大きくなる前に対応することで、突発停止や大きな修理を防ぎやすくなります。また、点検記録を残しておけば、温度上昇や振動増加などの傾向を把握でき、焼き付きの予兆を見つけやすくなります。
焼き付き対策は、一つの方法だけで完結するものではありません。潤滑剤の選定、給油管理、材料や表面処理、面粗度、クリアランス、点検体制を組み合わせて、使用条件に合った対策を行うことが重要です。現場の設備や部品ごとに焼き付きの原因は異なるため、実際の運転条件や過去のトラブル履歴を確認しながら、継続的に改善していくことが焼き付き防止につながります。